具身机器人零部件的 CNC 加工标准与质量控制
2026/1/2 9:59:49 点击:
文章来源:深圳一鑫精密CNC加工厂
前言:为什么制造决定具身机器人的失败
具身机器人(如人形机器人、四足机器人、移动操作机器人)已不再停留在实验室阶段,正逐步走向真实应用场景。
在这一过程中,制造质量正在成为机器人规模化落地的关键瓶颈。
相比 AI 算法和控制系统,机械零部件直接决定了机器人的结构强度、运动精度、耐久性与一致性。
对多数机器人公司而言,从样机 → 小批量 → 量产,真正“卡住”的往往不是算法,而是制造与装配阶段。
作为长期服务机器人行业的 CNC 精密加工厂商,一鑫精密(YIXIN PRECISION)总结了具身机器人零部件在 CNC 加工与质量控制方面最具实践价值的标准与目标。

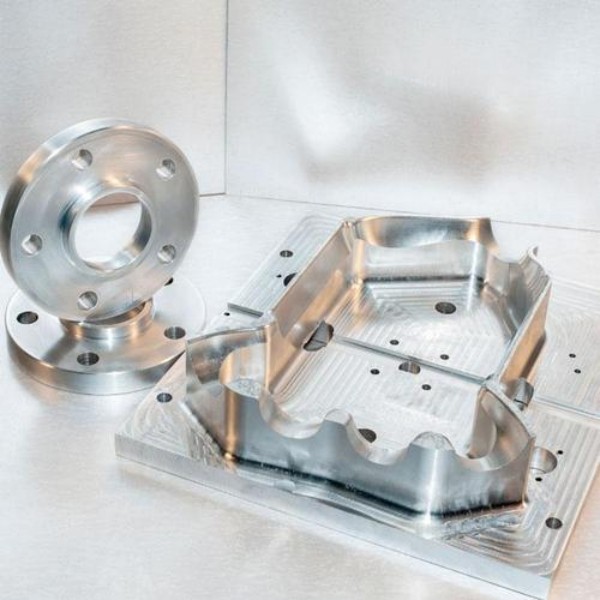
具身机器人中典型的 CNC 加工零部件类型
从制造角度看,机器人零部件可分为以下四大类:
1. 结构与承载类零部件
典型零件:
-
关节壳体
-
电机壳体
-
减速器壳体
-
结构支架
加工关注重点:
刚性、位置精度、装配一致性
2. 运动与传动类零部件
典型零件:
-
输出轴
-
关节轴
-
联轴器
-
精密套筒
加工关注重点:
同心度、表面光洁度、疲劳寿命
3. 轻量化结构件
典型零件:
-
铝合金机械臂
-
薄壁支架
-
拓扑优化一体化结构件
加工关注重点:
变形控制、重量一致性
4. 多轴复杂结构件
典型零件:
-
一体化关节模块
-
多安装面结构件
-
曲面外壳
加工关注重点:
五轴加工精度、一次装夹完成度

具身机器人零部件的 CNC 加工工艺规范
结构件(关节壳体 / 电机壳体)
典型 CNC 工艺流程:
原材料 → 粗加工 → 去应力
→ 半精加工 → 精加工 → 三坐标检测(CMM)
关键加工控制点:
-
所有装配基准统一加工基准
-
五轴加工减少多次装夹误差
-
关键孔位优先加工,再做外观面
质量控制目标:

轴类与传动零部件
典型 CNC 工艺流程:
车削 →(必要时)热处理
→ 精车 / 磨削 → 终检
质量控制目标:
| 项目 | 目标值 |
| 直径公差 | h6 / h7 |
| 同心度 | ≤ 0.005–0.01 mm |
| 圆度 | ≤ 0.005 mm |
| 表面粗糙度 | Ra 0.4–0.8 |
轻量化薄壁零部件
制造挑战:
为了减重,具身机器人中大量采用薄壁、复杂结构,极易在加工过程中产生变形。
关键 CNC 加工策略:
-
对称式加工路径设计
-
小切深、稳定切削参数
-
定制工装夹具防止变形
质量控制目标:
| 项目 | 目标值 |
| 变形量 | ≤ 0.05 mm |
| 壁厚公差 | ±0.05 mm |
| 重量偏差 | ≤ ±1% |
| 表面外观 | 无刀纹、无毛刺 |
五轴复杂结构件
为什么五轴 CNC 至关重要?
机器人零部件通常具有多角度、多安装面的结构。
五轴 CNC 可实现一次装夹完成多面加工,显著提升精度与一致性。
质量控制目标:
项目
目标值
多面位置度
≤ 0.02 mm
重复装夹误差
≤ 0.01 mm
首件合格率
≥ 98%
从机器人整机厂视角看 CNC 制造的核心质量目标
根据一鑫精密与多家机器人企业的合作经验,机器人 OEM 普遍关注以下五点:
-
高装配成功率
CNC 精度直接决定装配效率与调试成本 -
批次一致性优先于极限精度
机器人是系统工程,而非单一零件 -
DFM(可制造性)提前介入
设计阶段就应考虑加工与装配 -
可扩展的工艺路线
加工方案需支持未来量产 -
可追溯的质量数据
检测数据支撑长期可靠性与迭代优化

一鑫精密如何支持具身机器人制造
深圳一鑫精密(YIXIN PRECISION)成立于 2004 年,专注于机器人及高端装备的精密零部件 CNC 加工,服务内容包括:
-
三轴 / 四轴 / 五轴 CNC 精密加工
-
机器人关节与核心零部件高精度控制
-
从样机打样到小批量、可扩展量产
-
面向机器人设计师的 DFM 制造反馈
-
基于 ISO 体系的质量管理系统
我们与机器人企业深度协作,帮助客户缩短研发周期、提升装配一致性、为规模化生产做好准备。
结语
在器具本体机器人领域,选择制造质量决定机器人性能上限。
合适的CNC制造助手,不仅比价格,更比精度、稳定性与长期可扩展能力。
- 上一篇:
服务器冷板 CNC 加工详解:高算力时代液冷板与冷却板加工的
2026/1/13 - 下一篇:
定制加工终极指南:7 大关键策略实现高精度制造
2025/12/25
