涡旋不锈钢叶轮五轴CNC加工案例研究
项目背景
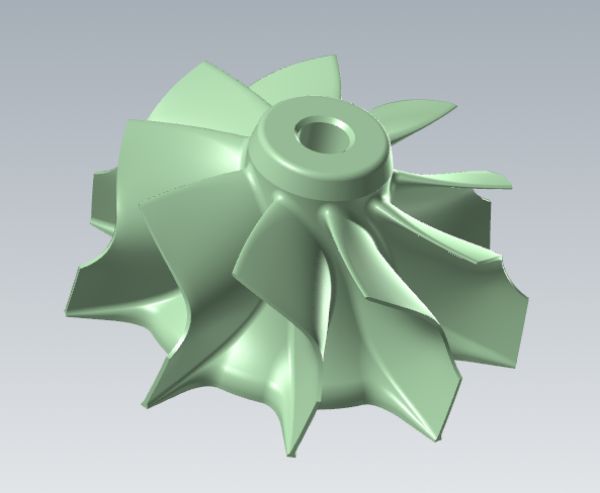
一鑫精密接到一家工业设备制造商的订单,要求加工一批用于涡轮机的不锈钢叶轮。该叶轮材料为SUS316不锈钢,具有出色的耐腐蚀性和机械性能,适合苛刻的工业环境。然而,叶轮的几何形状复杂,且精度和表面光洁度要求极高,成为加工中的重要挑战。
面临的挑战
1. 材料特性:SUS316不锈钢加工时容易出现加工硬化,导致刀具磨损增加,进而影响加工效率和质量。
2. 几何复杂性:叶轮具有多重弯曲曲面和内部流道结构,常规的三轴或四轴设备无法满足其复杂形状的加工需求。
3. 高精度和表面质量要求:叶片的几何形状必须高度一致,以确保涡轮机的动态平衡和运行效率,同时叶片表面需要极高的光洁度以减少空气或流体阻力。
解决方案
1. 设备选择与工艺设计
一鑫精密选择了先进的五轴CNC加工中心进行加工。五轴加工可以实现对复杂曲面的多角度联动处理,减少夹持次数,确保精度的同时提高生产效率。针对复杂的流道区域,采用分区加工策略,粗加工和精加工相结合。
2. 刀具和切削参数优化
为应对SUS316不锈钢的加工硬化特性,一鑫精密选用了涂层硬质合金刀具,结合陶瓷刀具,用于高强度切削部位。通过实验优化了切削参数,采用较低的进给速度和中等转速,减少了刀具磨损和工件的热变形。同时,采用高效的冷却液系统降低切削温度,防止刀具快速磨损。
3. 加工路径优化
使用先进的CAM软件对叶轮的几何形状进行详细模拟和路径规划,确保加工时最大限度减少空程,并避免突然的刀具切入,导致刀具磨损或工件变形。加工路径在叶片的不同区域采用不同的进刀方式,确保了各个部位的加工精度。
4. 在线测量与质量控制
在加工过程中,使用了在线测量系统,通过精密探头实时监测叶片的厚度、曲率和关键尺寸,确保在加工过程中随时调整补偿,避免加工超差。最终的叶轮成品通过三坐标测量机(CMM)和动平衡机进行检测,确保所有关键尺寸的误差控制在±3mm以内,不平衡量小于0.1gmm.
5. 表面处理
为了满足涡轮机对叶轮表面光洁度的高要求,叶轮完成加工后还进行了超精密抛光,使得表面粗糙度达到了Ra 0.3以内,确保在高速运行时具有最佳的流体力学性能。
加工名称
涡旋不锈钢叶轮(SUS316)

使用设备
5 Axis CNC
加工尺寸
Φ110mmX55mm
刀具数量
4把
加工总时间
4h30min
序号
加工工步
使用刀具
Ap (mm)
Ae (mm)
主轴转速
(rpm)
进给速度
(mm/min)
加工时间
1
开粗
D10R1
0.35
7
2000
1000
1:30:50
2
开粗清角
D3
0.2
0.2
5000
400
0:25:10
3
半精加工
D3R1.5
0.06
0.15
6000
1500
1:20:30
4
精加工
D3R1.5
0.03
0.1
8000
1000
2:20:40
零件亮点:1、来料为车削成型毛坯,最薄叶片厚度0.9mm(高度28mm),五轴稳定加工。2、整圆叶片尺寸精度一致性高,不平衡量在0.1gmm以内。
检查项目
检查报告
不平衡量(gmm)
<0.12
检测仪器
动平衡机
结果
精度与一致性:所有叶轮的关键尺寸精度均达到了设计标准,最薄叶片厚度为0.9mm(高度28mm),不平衡量在0.1gmm以内,误差控制在±3微米以内,确保了涡轮机的平衡性和高效运行。
表面光洁度:叶轮的表面光洁度达到了Ra 0.3,显著提高了流体力学效率,减少了运行过程中的能量损耗。
加工效率:得益于优化的刀具选择和加工路径,一鑫精密在保证质量的前提下,将加工效率提高了20%,缩短了交货周期。
客户反馈:客户对叶轮的高精度和光滑表面非常满意,并进一步与一鑫精密建立了长期的合作关系,用于后续的高性能零部件生产。

总结
此案例充分展示了五轴CNC加工技术在复杂曲面和高要求零件加工中的优势。一鑫精密通过高精度设备、优化工艺流程和严谨的质量控制,成功解决了不锈钢材料加工中的难题,并为客户提供了高质量的涡轮叶轮产品。
- 上一篇:5轴CNC加工医疗钛合金接骨板(TC4)案例研究 2024/10/15
- 下一篇:一鑫精密参加IMTS展会:展示非标精密零件的数控加工实力 2024/9/26